- Nazivni napon: AC220V50/60Hz
- Neto težina stroja: 68 kg 50 kg
- Maksimalna snaga: 1800W
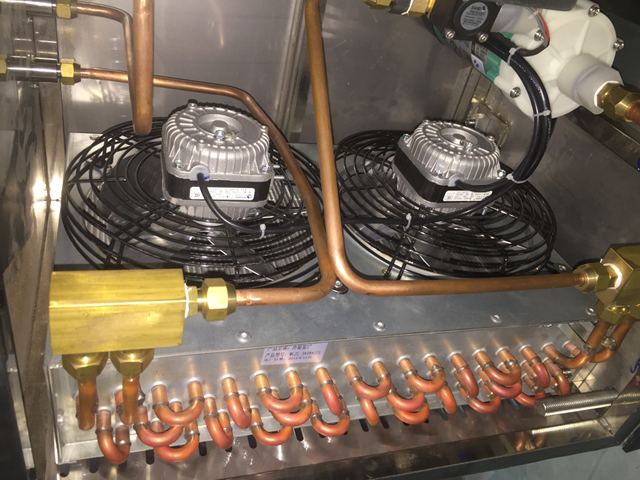
- Metoda hlađenja: Hladni zrak/voda dvostruko hlađenje
- Promjer brtvljenja: φ15-75mm 15MM-45MM 30MM-60MM
- Visina boce: 20-180 mm
- Metode rada: nastaviti s radom
- Opseg primjene: velika količina proizvodnje
- Brzina zatvaranja: 0-200 boca/min
- Dimenzija pakiranja: 1600*450*1500mm
- Veličina generatora: 1450*410*1300mm
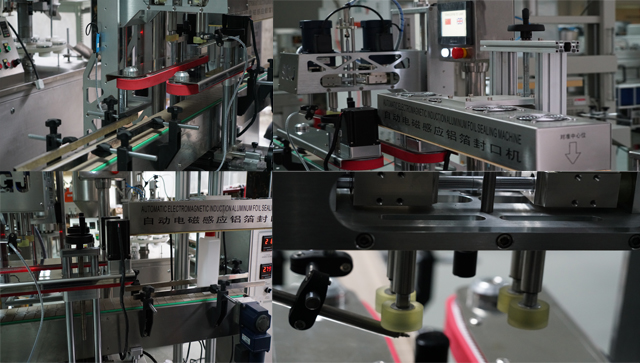
Linija uključuje dva glavna stroja kao što su indukcijski stroj za brtvljenje i inline stroj za zatvaranje;
Strojevi su prikladni za zatvaranje i brtvljenje medicinskih boca koje se koriste u laboratorijskoj uporabi analitičkih sredstava. Cijela linija može biti opremljena pomoćnom opremom poput okretnog postolja za boce ili funkcije šaržnog kodiranja.
U nastavku su navedeni osnovni podaci za strojeve:
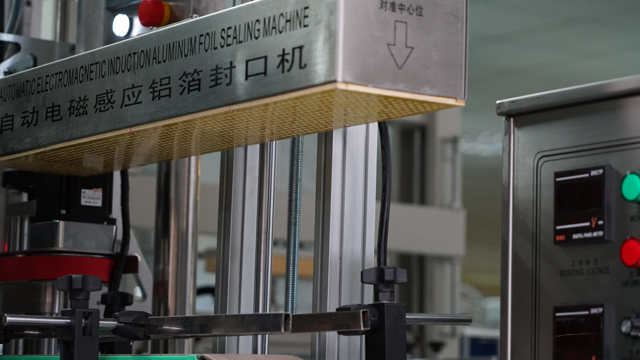
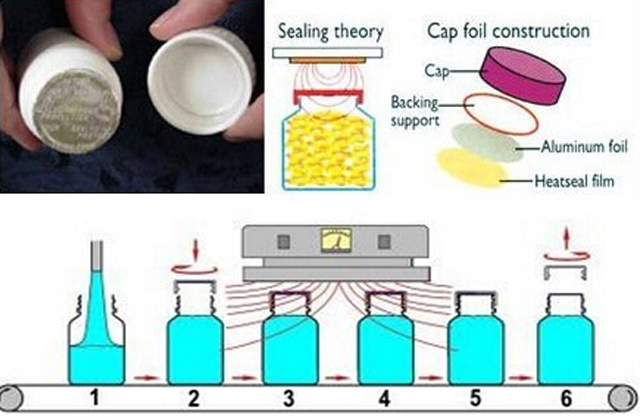
Indukcijsko brtvljenje, inače poznato kao brtvljenje poklopca, beskontaktna je metoda zagrijavanja unutarnjeg zatvarača za hermetičko brtvljenje vrha plastičnih i staklenih posuda. Ovaj proces brtvljenja odvija se nakon što je spremnik napunjen i zatvoren.
Tehnologija elektromagnetskog indukcijskog zatvaranja s kompozitnim materijalima je napredna metoda brtvljenja koja je danas prepoznata u svijetu, a njena karakteristika bezkontaktnog zagrijavanja pogodna je za brtvljenje plastičnih boca (PP, PVC, PET, ABS, HDPE, PS i DURACON) , staklene boce i razna kompozitna plastična crijeva, tako da je to trenutno najnaprednija tehnologija za brtvljenje boca za industrije poput farmacije, hrane, masti, dnevne kemije, kućne kemije i poljoprivredne kemije.
Princip rada i kako radi
Zatvarač se u punionicu isporučuje s već umetnutom oblogom od aluminijske folije. Iako postoje različiti košuljice koje možete izabrati, tipična indukcijska košuljica je višeslojna. Gornji sloj je papirna masa koja je obično točkasto zalijepljena na kapu. Sljedeći sloj je vosak koji se koristi za spajanje sloja aluminijske folije na pulpu. Donji sloj je polimerni film laminiran na foliju. Nakon postavljanja čepa ili zatvarača, spremnik prolazi ispod indukcijske zavojnice koja emitira oscilirajuće elektromagnetsko polje. Kako spremnik prolazi ispod indukcijske zavojnice (glava za brtvljenje), vodljiva obloga od aluminijske folije počinje se zagrijavati zbog vrtložnih struja. Toplina topi vosak, koji se apsorbira u podlogu od pulpe i oslobađa foliju s čepa. Polimerni film također se zagrijava i teče na rub spremnika. Kada se ohladi, polimer stvara vezu sa spremnikom što rezultira hermetički zatvorenim proizvodom. Ne utječe negativno niti na spremnik niti na njegov sadržaj; Stvorena toplina ne šteti sadržaju.
Moguće je pregrijavanje folije uzrokujući oštećenje brtvenog sloja i svih zaštitnih barijera. To bi moglo rezultirati neispravnim brtvama, čak i tjednima nakon početnog procesa brtvljenja, stoga je pravilno dimenzioniranje indukcijskog brtvljenja ključno za određivanje točnog sustava potrebnog za rad određenog proizvoda.
Brtvljenje se može obaviti ili ručnom jedinicom ili na pokretnoj traci.
Noviji razvoj (koji bolje odgovara malom broju primjena) omogućuje korištenje indukcijskog brtvljenja za nanošenje folije na spremnik bez potrebe za zatvaranjem. U tom slučaju, folija se isporučuje već izrezana ili u kolutu. Ako se isporučuje u kolutu, izrezuje se i prenosi na grlo spremnika. Kada je folija na mjestu, glava brtve je pritisne prema dolje, aktivira se indukcijski ciklus i brtva se zalijepi za spremnik. Ovaj proces je poznat kao izravna primjena.
Izvlačenje
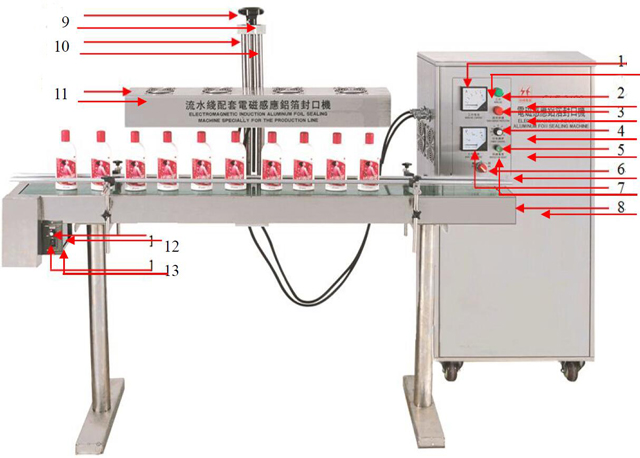
- Ampermetar: Prikazuje trenutno stanje tijekom rada cijelog stroja.
- Indikator rada: Prikazuje radni izvanredni status
- Indikator prekomjerne struje: pokazuje nenormalan radni status.
- Kontrola snage: regulator snage.
- Resetiranje zaštite: Vraćanje normalnog radnog statusa.
- Prekidač napajanja: Kontrolira snagu cijelog stroja.
- Voltmetar: Prikazuje status napona tijekom rada cijelog stroja.
- Transportna traka: transport boca.
- Ručni kotač: podešavanje za različite veličine boca.
- Police za podizanje: koristile su se za fiksiranje i podizanje ili spuštanje visine i niske funkcije glave za brtvljenje.
- Glava za brtvljenje: zagrijava i zatvara aluminijsku foliju u čepu boce.
- Brzina podešavanja: gumb za podešavanje brzine pokretne trake.
- Prekidač za pokretanje: Prekidač za upravljanje pokretnom trakom.

- Nazivni napon: AC220V50/60Hz
- Neto težina stroja: 68 kg 50 kg
- Maksimalna snaga: 1800W
- Metoda hlađenja: Hladni zrak/voda dvostruko hlađenje
- Promjer brtvljenja: φ15-75mm 15MM-45MM 30MM-60MM
- Visina boce: 20-180 mm
- Metode rada: nastaviti s radom
- Opseg primjene: velika količina proizvodnje
- Brzina zatvaranja: 0-200 boca/min
- Dimenzija pakiranja: 1600*450*1500mm
- Veličina generatora: 1450*410*1300mm
Koristite metodu na stroju za indukcijsko brtvljenje

- Podešavanje veličine boce po visini: Stavite bocu ispod "glave za brtvljenje", podesite "ručni kotačić", provjerite je li udaljenost između dna "glave za brtvljenje" i površine poklopca boce oko 1-3 mm, okrenite "prekidač za pokretanje" na "on" tako da se pokretna traka pokrene i pusti boce da idu preko trake kako bi se provjerilo dodiruju li glavu za brtvljenje. Najmanja udaljenost bez teškoće je najbolja.
- Podesite brzinu pokretne trake pomoću "kontrole brzine". Brtvljenje aluminijskom folijom povezano je s brzinom i snagom trake. Stavite nekoliko boca na remen, uključite "prekidač za napajanje" i napravite test brtvljenja. Operacija formalno počinje kada se boce čvrsto zatvore.
- Pričekajte lagano pokretanje nakon remena za podizanje i počnite brtvljenje 30 sekundi kasnije kada ampermetar pokaže 3,2 A.
- Isključite "prekidač za napajanje" i "prekidač za pokretanje" pri gašenju stroja.
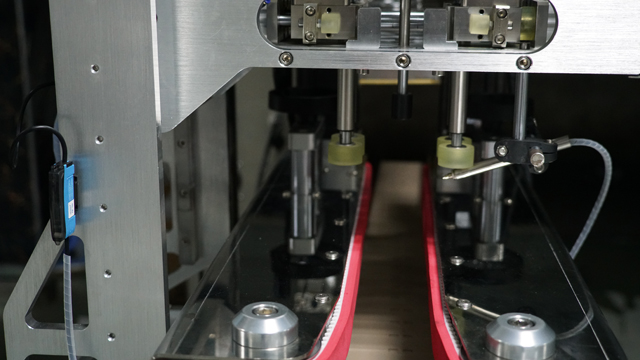
Inline stroj za zatvaranje:
- Kapacitet proizvodnje: 40-60 Caps /min
- Veličina kapice: 10-50/35-140mm
- Promjer boce: 35-140 mm
- Visina boce: 38~300 mm
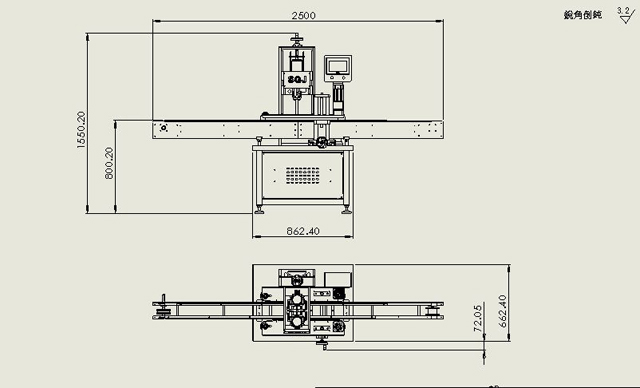
- Veličina (D׊×V): 1000×800×1200 mm
- Težina: 350 kg
Crtež inline stroja za zatvaranje
| 1 | Boce | 2 | Učvršćivanje boca |
| 3 | Ručka za podešavanje položaja | 4 | Frikcijska remenica |
| 5 | Modul položaja hoda | 6 | Cilindar za prešanje kapica |
| 7 | Ručka za položaj | 8 | Modul za podešavanje poklopca |
| 9 | Cilindar za zatvaranje | 10 | Motor za zatvaranje |
| 11 | Upravljačka kutija | 12 | Ručni kotač |
Podešavanje zatvarača od A do Ž

Podešavanje pričvršćivanja boca
1. Otpustite ručku (3)
2. Stavite unaprijed fiksirane boce (1)
3. Očna jabučica ako je središte kapice koincidentno sa središtem cilindra (9); kada se poklopi popraviti ručku (3)
Podešavanje visine poklopca﹒
1. Otpustite ručku (7)
2. Podesite ručicu (12) kako biste postavili donju udaljenost tarnog kotačića (4) na 2 mm do dna kapica, pričvrstite ručicu (7)
Podešavanje zazora trenja:
1. Zatvorite izvor zraka
2. Stavite kapice za pričvršćivanje između tarnih kotača (4)
3. Približite se čepovima pomicanjem tarnog kotačića (4) kako biste podesili vijak modula hoda (5) (obje strane trebaju biti simetrične mjerenjem okom). Desni fas bi trebao biti 2 mm do 3 mm za svaku stranu;
Podešavanje visine cilindra zatvarača (prema uzorcima zatvarača)
1. Otpustite vijak (8) tako da cilindar za zatvaranje (9) strši;
2. Ostavite udaljenost od 1 mm-2 mm od zaporne matice do vrhova čepova
3. Zategnite vijak (8)
Podešavanje brzine cilindra za zatvaranje
1. Spojite napajanje i izvor zraka kako biste prilagodili postavku tlaka zraka (standardno 0,74mpa-0,6Mpa)
2. Podesite vrijeme ograničenja i interval ograničenja (standardno 1 s do 1,5 s) odaberite stanje kao Ručno, usmjerite prekidač na papučicu za podešavanje pneumatske brzine lijevo-desnog tarnog kotača, na kraju bi trebala biti jednaka brzina za obje brzine ;
3. Podesite brzinu cilindra za zatvaranje.
Testiranje rada stroja
1. Izvadite jedan proizvod za testiranje zatvaranja; Obnovite zatvarač prema učinku zatvaranja;
2. Podesite zakretni moment prema torzijskoj sili.
Uzorci boca za zatvaranje zatvarača

Možda će vam se svidjeti
 Oprema za automatsko skupljajuće etiketiranje s tunelom za parno skupljanje
Oprema za automatsko skupljajuće etiketiranje s tunelom za parno skupljanje- Automatski stroj za zatvaranje navoja staklenki za kreme s vibratorom za ubacivanje čepova
- Automatsko punjenje boca, zatvaranje, etiketiranje, stroj za omotavanje kartona
- Poluautomatsko ultrazvučno zavarivanje plastičnih cijevi, oprema za brtvljenje
- Puni pneumatski stroj za punjenje tekuće paste za kozmetički kremasti losion
- Losion, kozmetička krema, stroj za zatvaranje cijevi s dvije komore
- Automatski rotirajući stroj za zatvaranje prahom za punjenje mlijeka Milk Pharma
- Poluautomatski prijenosni pneumatski viskozni stroj za punjenje prehrambenih umaka
- Automatski stroj za označavanje linearnih naljepnica za metalne limenke
- Automatska linija za označavanje malih kozmetičkih bočica, začepljivanje, zatvaranje