
- Model: VK-TFS-005U
- Napajanje: AC220V 50/60HZ jedna faza
- Potrošnja: 2.6Kw
- Radni tlak zraka: 0,6Mpa
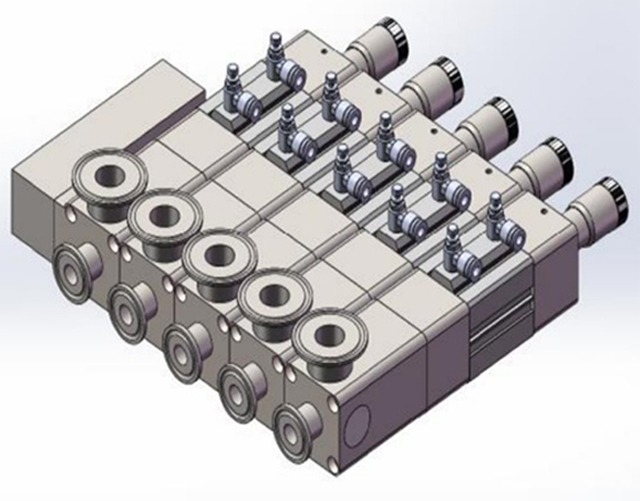
- Pumpa za punjenje: 5 kompleta keramičkih pumpi
- Prikladni materijal: proizvodi slični esenciji ili vodi
- Prikladan materijal cijevi: PE (potrebno je prvo primiti uzorke cijevi za izradu stroja)
- Raspon punjenja: 0,3-10 ml Preciznost punjenja: ±0,5%
- Maks. Duljina brtvljenja: 140 mm Max. visina: 120 mm
- Kapacitet: 15-20 tuba traka/min
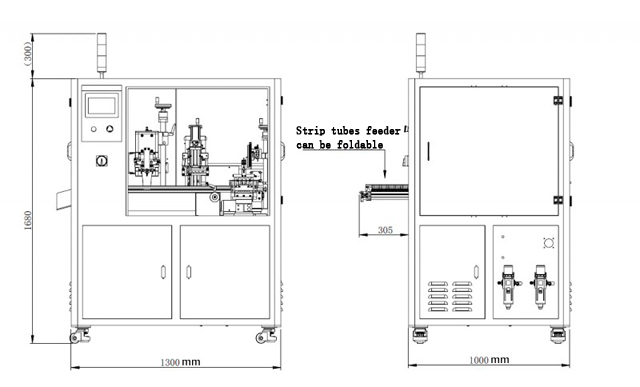
- Dimenzija: 1300*1300*1950mm
- Veličina pakiranja: 1450*1350*1890 mm
- Bruto težina: 514 kg
- HS oznaka: 84223090
Strojevi za brtvljenje plastičnih tuba koriste se u proizvodnoj liniji za hermetičko brtvljenje plastičnih tuba koje sadrže različite tekuće ili gel proizvode, uključujući prehrambene sastojke, kozmetiku, ljepila i farmaceutske kreme i lijekove.
Plastične cijevi se zatvaraju na više načina, ovisno o vrsti materijala cijevi i proizvoda koji se nalazi u cijevi. Metode brtvljenja uključuju brtvljenje vrućim zrakom, ultrazvučno brtvljenje, impulsno brtvljenje i mogućnosti brtvljenja vrućom čeljusti.
Na primjer, kompozitne cijevi izrađene su kombinacijom tankih aluminija i plastičnih materijala složenih zajedno kako bi se stvorila snažna, fleksibilna cijev. Ove vrste tuba obično se koriste kao tube paste za zube, što su vjerojatno najpopularnije vrste tuba koje potrošači svakodnevno kupuju u trgovinama i supermarketima.
Osnovni parametri

- Model: VK-TFS-005U
- Napajanje: AC220V 50/60HZ jedna faza
- Snaga: 2.6Kw
- Radni tlak zraka: 0,6Mpa
- Pumpa za punjenje: 5 kompleta keramičkih pumpi
- Prikladni materijal: proizvodi slični esenciji ili vodi
- Prikladan materijal cijevi: PE (potrebno je prvo primiti uzorke cijevi za izradu stroja)
- Raspon punjenja: 0,3-10 ml
- Točnost punjenja: ±0,5%
- Maks. Duljina brtvljenja: 140 mm
- Maks. visina: 120 mm
- Kapacitet: 15-20 tuba traka/min
- Dimenzija: 1300*1300*1950mm
- Veličina pakiranja: 1450*1350*1890 mm
- Bruto težina: 514 kg
- HS oznaka: 84223090
- Tijelo stroja: nehrđajući čelik 304#
Radni proces punjenja i brtvljenja cijevi
Prazne epruvete se nose do stroja za punjenje epruveta s otvorenim krajem i drže u spremniku za automatizirano ubacivanje u stroj za punjenje. U nekim slučajevima, otvorene cijevi mogu se ručno dodati u strojeve za punjenje za manje naklade i proizvodnju ispitnih uzoraka. Neke proizvodne linije koriste brze robotske strojeve za umetanje cijevi u pakove stroja za punjenje.
Nakon što se cijev postavi uspravno s otvorenim krajem prema gore u pak, mlaznica se spušta u otvoreni kraj cijevi kako bi upuhala ionizirani zrak u cijev kako bi se uklonili ostaci, koji se zatim uklanjaju vakuumom.
Tuba je tada spremna za punjenje i mlaznica će se spustiti u otvoreni kraj tube kako bi čisto ispustila proizvod, održavajući se približno na razini proizvoda u tubi kako bi se izbjegao kontakt s proizvodom i zadržalo područje brtvljenja tuba čista i bez ikakvih prskanja proizvoda.
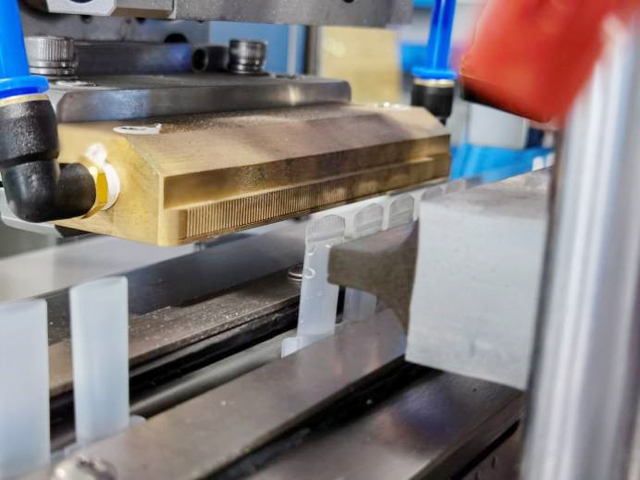
Nakon što se tuba napuni ispravnom količinom proizvoda, premjestit će se u stroj za brtvljenje plastičnih tuba gdje se vrući zrak pažljivo upuhuje oko otvorenog kraja tube kako bi se plastika omekšala.
Cijev će zatim ići na brtvljenje gdje čeljusti za brtvljenje spajaju tople plastične stijenke cijevi. Budući da je kraj cijevi zagrijan vrućim zrakom, dvije stijenke će se zavariti, držeći obje strane zajedno i zatvarajući cijev zatvorenu.
Čeljusti za vruće brtvljenje često se mogu opremiti žigovima s promjenjivim znakovima za utiskivanje šifre serije, datuma izrade ili datuma upotrebe do/isteka roka trajanja u naboranu plastičnu brtvu.
Cijev će se zatim podrezati gdje će se sav višak plastike odrezati s brtve kako bi se ostavio čist estetski izgled i završna obrada cijevi. Gotove cijevi zatim mogu ići na pregled prije pakiranja u daljnje pakiranje, kao što su kutije ili ambalaža s markom.
Glavni dijelovi:

Panel osjetljiv na dodir: WEINVIEW, Kina Tajvan
Fotoelektrični prekidač: Omron, Japan
Strojni PLC: Mitsubishi Japan
Keramičke pumpe zaslon osjetljiv na dodir i PLC: Coolmay Kina
Servo motor i vozač: Lichuan Kina
Koračni motor i drajver: Leadshine Kina
Cilindar i solenoidni ventil: AirTac TaiWan
Značajke



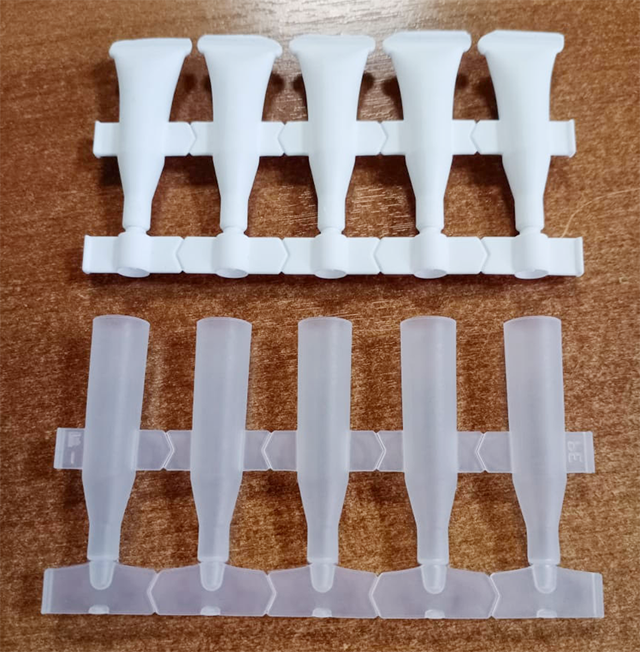
- Stroj je posebno dizajniran za 5 u 1 tube, pogodan za masovnu proizvodnju 5 u 1 tuba.
- Ručno hranjenje cijevi, automatsko punjenje, brtvljenje, podrezivanje krajeva.
- Usvaja ultrazvučnu tehnologiju brtvljenja, nema potrebe za zagrijavanjem, stabilnije i urednije brtvljenje, nema izobličenja i niska stopa odbijanja manja od 1%.
- Neovisno istraživanje i razvoj za digitalnu ultrazvučnu električnu upravljačku kutiju s automatskim praćenjem, nema potrebe za ručnim podešavanjem frekvencije, s funkcijom automatske kompenzacije snage, izbjegavajući smanjenje snage nakon dugotrajne uporabe. Može slobodno prilagoditi snagu na temelju materijala i veličine cijevi, stabilnu i minimalnu stopu kvarova, produljiti životni vijek od normalne električne kutije.
- PLC sa sustavom upravljanja ekranom osjetljivim na dodir, pruža prijateljsko iskustvo rada.
- Izrađen od nehrđajućeg čelika 304, otporan na kiseline i lužine, otporan na koroziju.
- Standardno opremljen sustavom punjenja peristaltičkom pumpom, visoko preciznim punjenjem i prikladnim za punjenje tekućinom.
- Bez cijevi, bez punjenja, bez cijevi, bez funkcije brtvljenja, smanjujući gubitak stroja i kalupa.
- Cam indeksni sustav može precizno pozicionirati za šest radnih stanica.
Uzorci


Kako radi ultrazvučno zavarivanje (brtvljenje)?
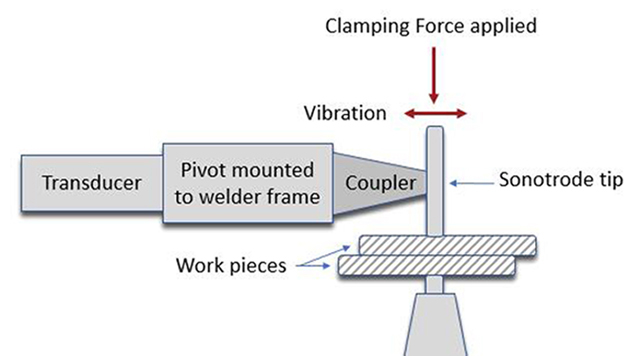
Ultrazvučno zavarivanje je postupak koji se koristi za spajanje dvaju plastičnih dijelova u čvrst, gotov sklop. Proces se oslanja na visokofrekventne (ultrazvučne) vibracije koje se generiraju i primjenjuju na dijelove putem sirene. Do zavarivanja dolazi kada se vibracije apsorbiraju u sučelju između dva dijela, stvarajući trenje i uzrokujući topljenje plastike. Ultrazvučne vibracije generira niz komponenti, uključujući napajanje, pretvarač, pojačivač i sirenu, koji u konačnici isporučuju mehaničke vibracije dijelovima.
Uloga napajanja je pretvoriti dolazni mrežni napon (na 50 ili 60Hz) u novu frekvenciju. Ta se električna energija zatim šalje u pretvarač, koji, kao što naziv implicira, pretvara električnu energiju u mehaničke vibracije. Pretvarač se sastoji od piezoelektričnih keramičkih diskova koji se šire i skupljaju brzinom dovedene električne energije. Veličina vibracija naziva se amplituda, izraz koji postaje vrlo važan kada se specificira ultrazvučni sustav za određenu primjenu. Vibracije se zatim prenose kroz pojačivač, koji obično povećava amplitudu za unaprijed određeni višestruki broj, također poznat kao pojačanje. Konačno, izlazna amplituda pojačivača prenosi se kroz sirenu, gdje se zatim može isporučiti do plastičnih dijelova. Kombinacija pretvarača, pojačivača i sirene obično se naziva ultrazvučni skup.
Za prijenos vibracija na dijelove, hrpa se postavlja u pokretač, mehanički sustav koji primjenjuje sljedeći kritični element ultrazvučnog zavarivanja: silu. Pokretač se može sastojati od pneumatskog cilindra ili drugog sredstva za pokretanje da se hrpa spusti do dijela. Aktivatori često sadrže druge senzore i uređaje, kao što su linearni enkoderi ili mjerne ćelije, za pružanje povratne informacije tijekom zavarivanja. Pokretač pokreće sirenu dolje na dio i primjenjuje silu dok se ne postigne sila okidača; u ovom trenutku se primjenjuje ultrazvuk. Vibracije se zatim prenose na dijelove, gdje se fokusiraju na trokutastu kuglicu materijala – poznatu kao "usmjerivač energije" – koji se može smatrati žrtvovanim taljenim materijalom u zavarenom spoju. Nakon što se materijal otopi, ultrazvučne vibracije se prekidaju, a aktuator nastavlja pritiskati dok se plastika ne skrutne i ne stvori jaka veza. Cijeli postupak zavarivanja, od početka do kraja, obično se dovršava za jednu do dvije sekunde.
Kao što je spomenuto, jedan od najvažnijih elemenata ultrazvučnog zavarivanja je amplituda (vibracije) koju dimnjak daje. Razlog tome je što određena plastika zahtijeva veću amplitudu za zavarivanje od druge. Amorfni polimeri (ABS, polikarbonat, polistiren) obično zahtijevaju nisku amplitudu, dok polukristalni (najlon, polipropilen) zahtijevaju znatno veću amplitudu za zavarivanje.
Iskusni inženjer za aplikacije uvijek može raditi na određivanju odgovarajuće učestalosti i odabira alata za određeni sklop i vrstu materijala.
Ultrazvučno zavarivanje široko je prihvaćena metoda sastavljanja u industriji plastike za različite primjene sastavljanja komponenti na svim glavnim tržištima: medicina, B&CE, automobilska industrija, uređaji, netkani tekstil, ambalaža i više. Prednosti ultrazvučnog zavarivanja uključuju kratko vrijeme ciklusa, veze visoke čvrstoće i eliminaciju potrošnog materijala (tj. ljepila). Kada razmatrate je li ultrazvučno zavarivanje prikladno za neku primjenu, najbolje je posavjetovati se s iskusnim inženjerom kako biste odredili odgovarajuću metodu sastavljanja.

Možda će vam se svidjeti
 Automatski stroj za vakuumsko zatvaranje staklenih posuda s tri glave umaka
Automatski stroj za vakuumsko zatvaranje staklenih posuda s tri glave umaka- Automatski stroj za etiketiranje čepova za boce koji se toplinski skupljaju
- Automatski rotirajući stroj za vakuumsko zatvaranje staklenih staklenki s dvostrukom glavom
- Poluautomatski aplikator naljepnice zastavice za pakiranje hrane za kućne ljubimce s psećim kostima
- Poluautomatski pneumatski stroj za punjenje vrhnjem gustog umaka s miješanjem
- Poluautomatski strojevi za punjenje sklopivih metalnih aluminijskih cijevi
- E-tekućina E-cigareta Stroj za označavanje uljem za punjenje čepova
- Rotirajući servo stroj za zatvaranje tekućine za punjenje eteričnog ulja staklenih boca
- Brza mast, krema, losion, pasta, oprema za brtvljenje, punjenje cijevi
- Automatsko punjenje boca, zatvaranje, etiketiranje, stroj za omotavanje kartona









